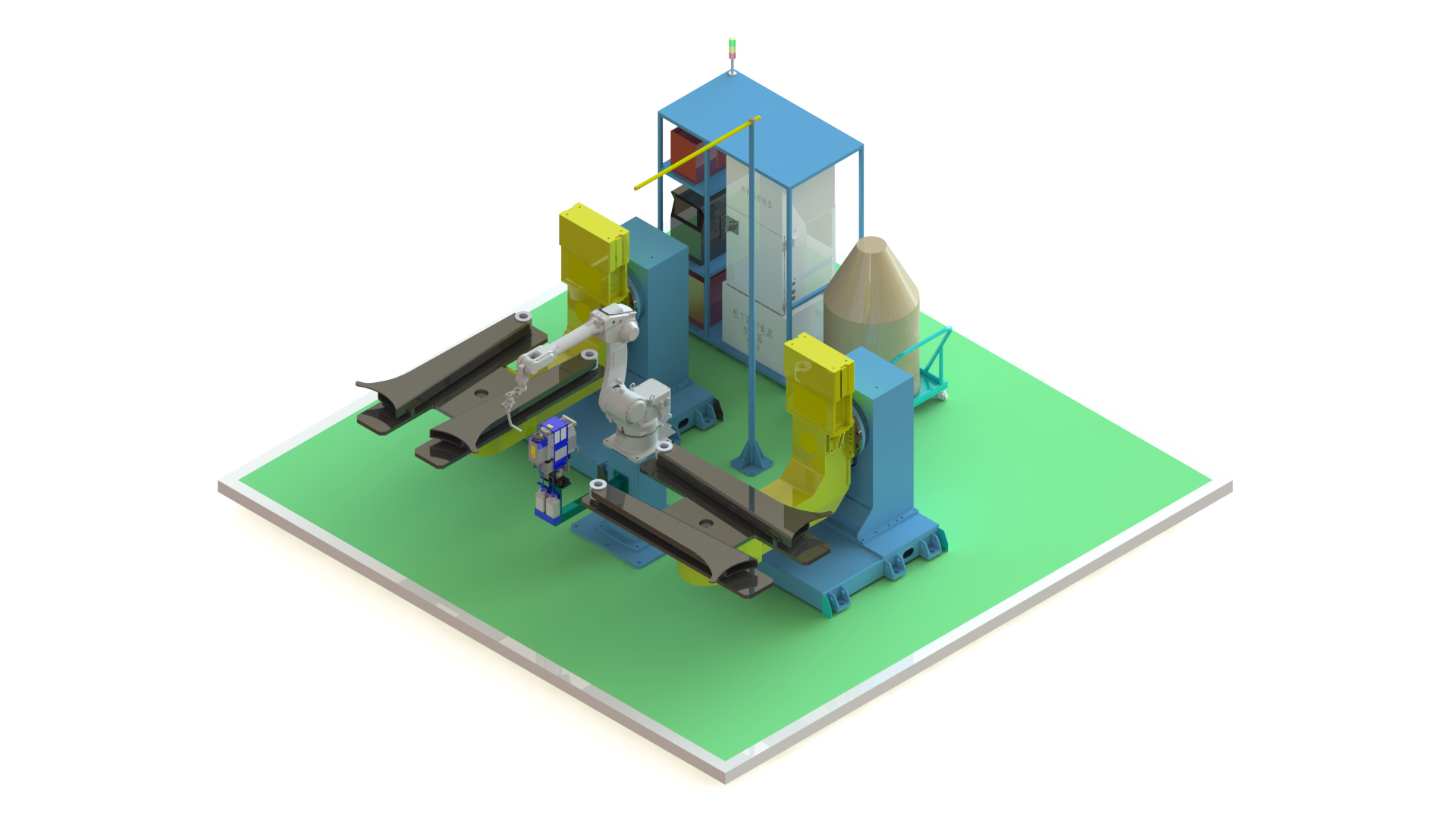
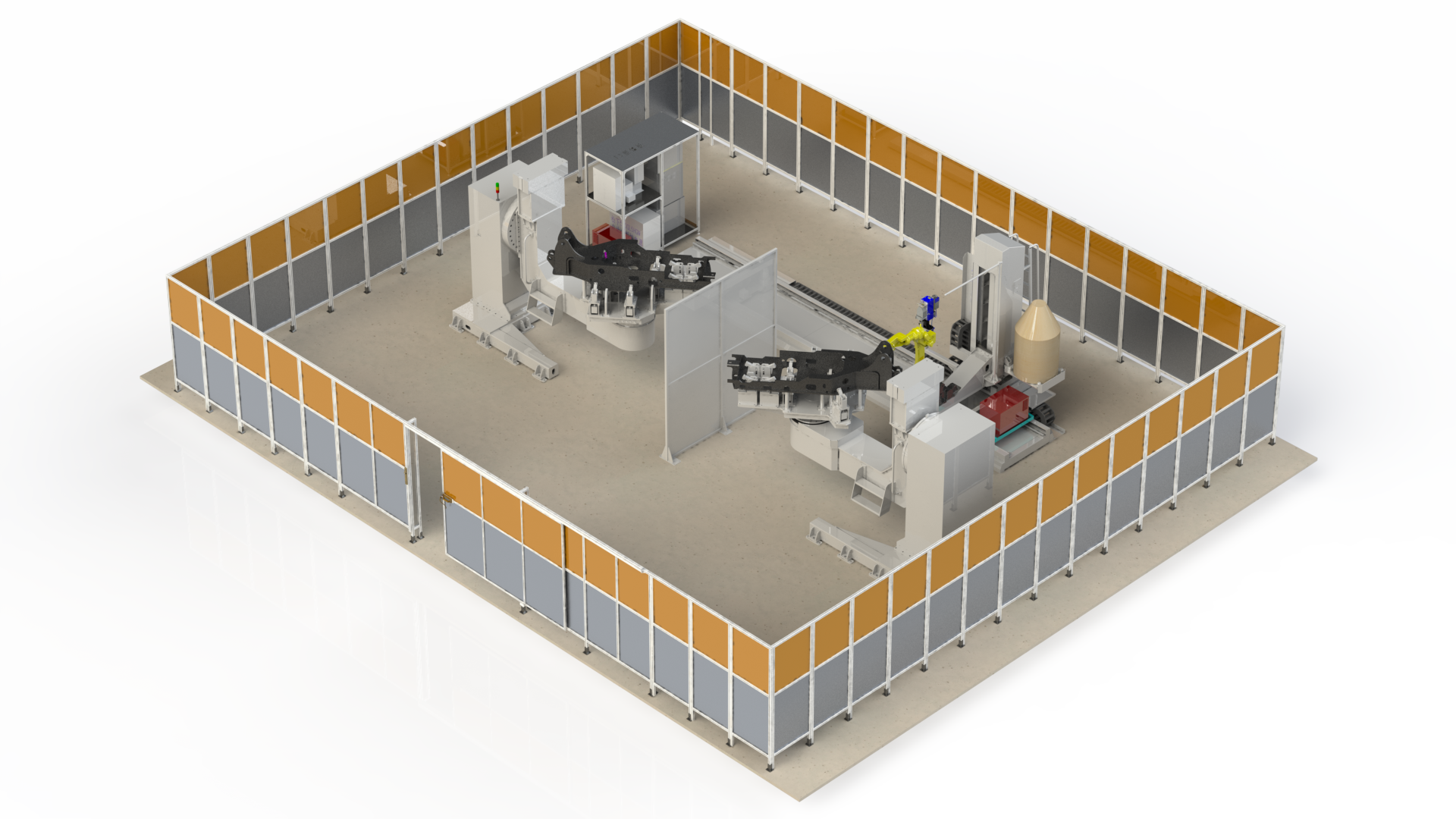
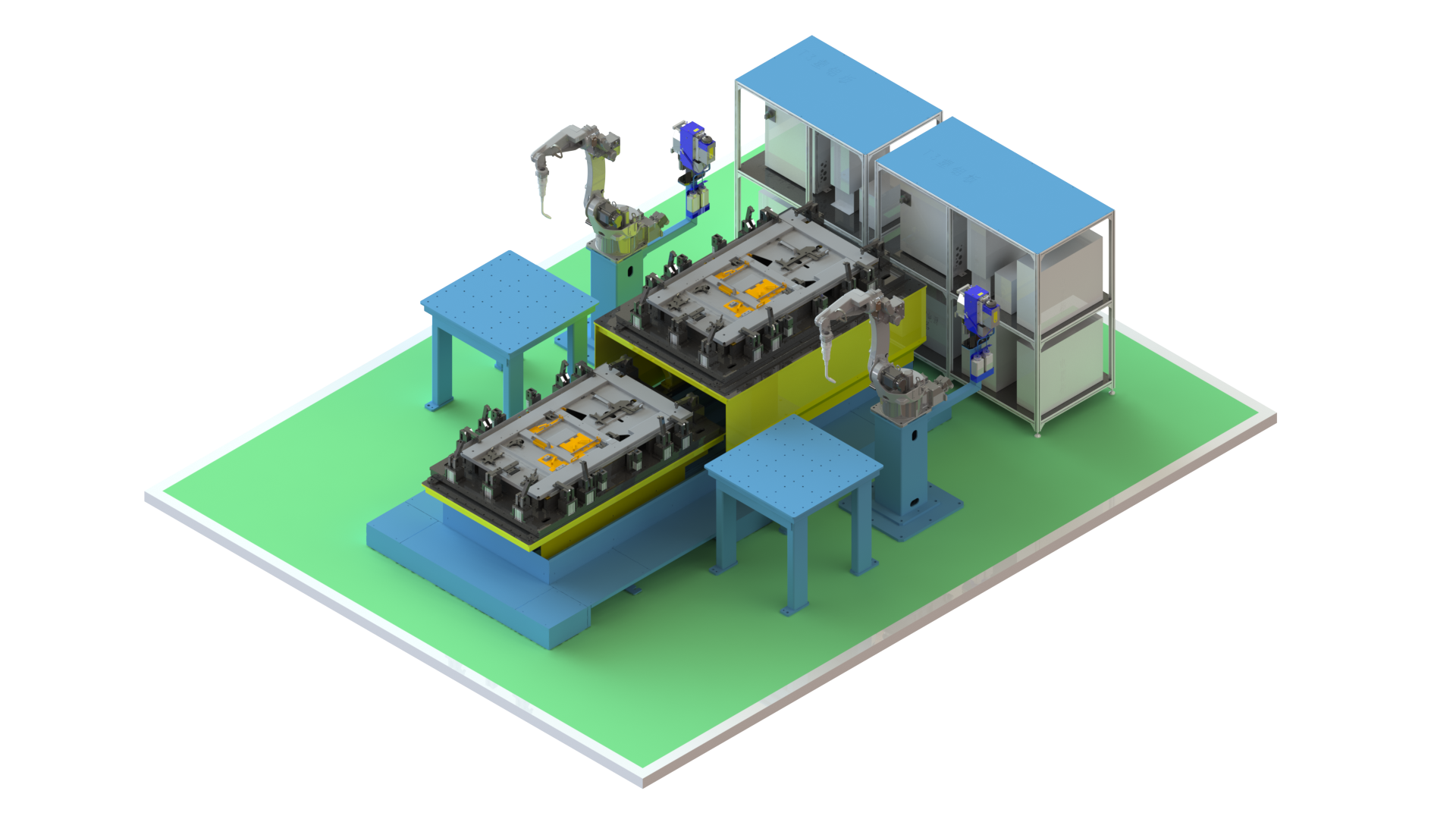
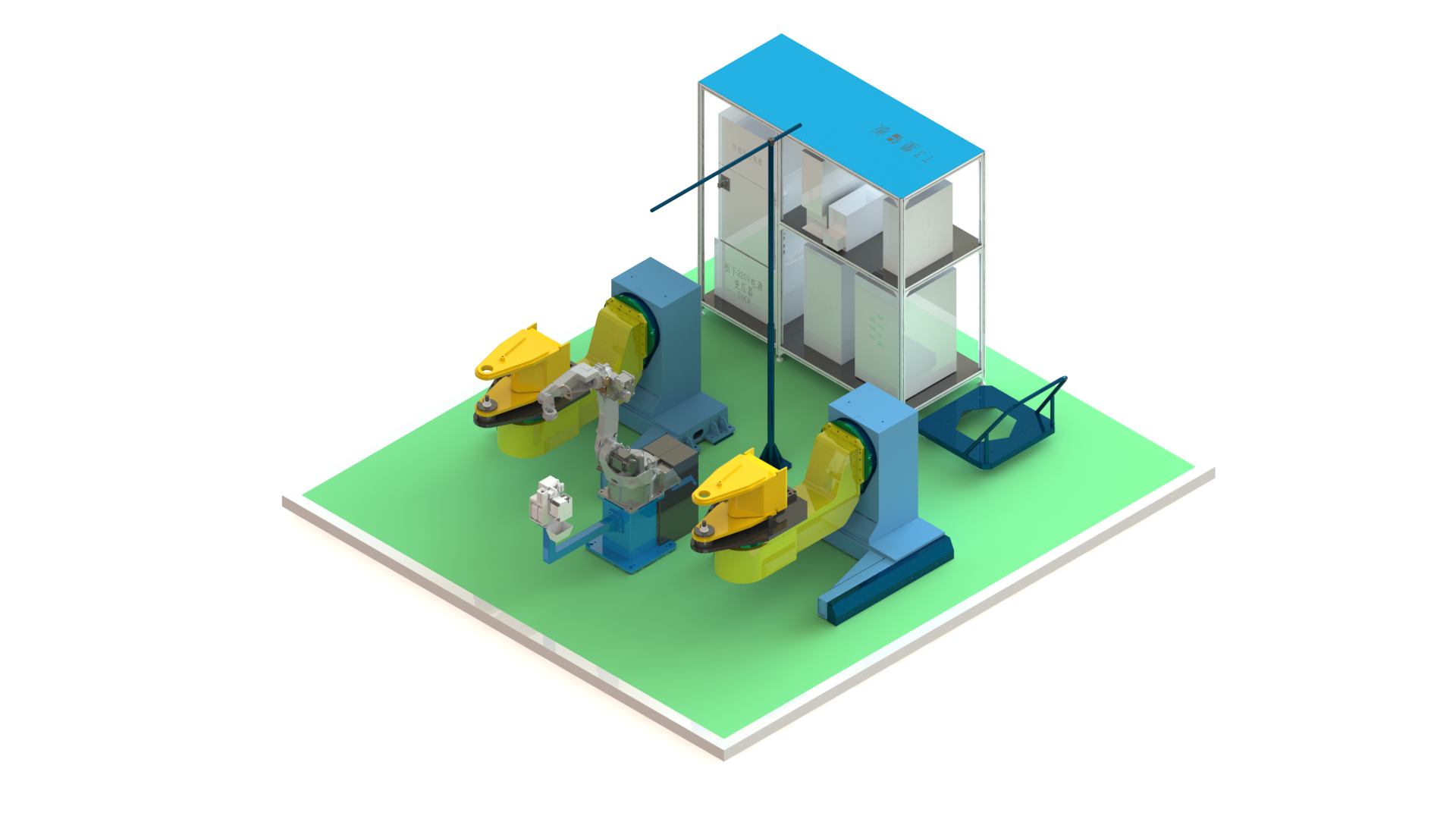
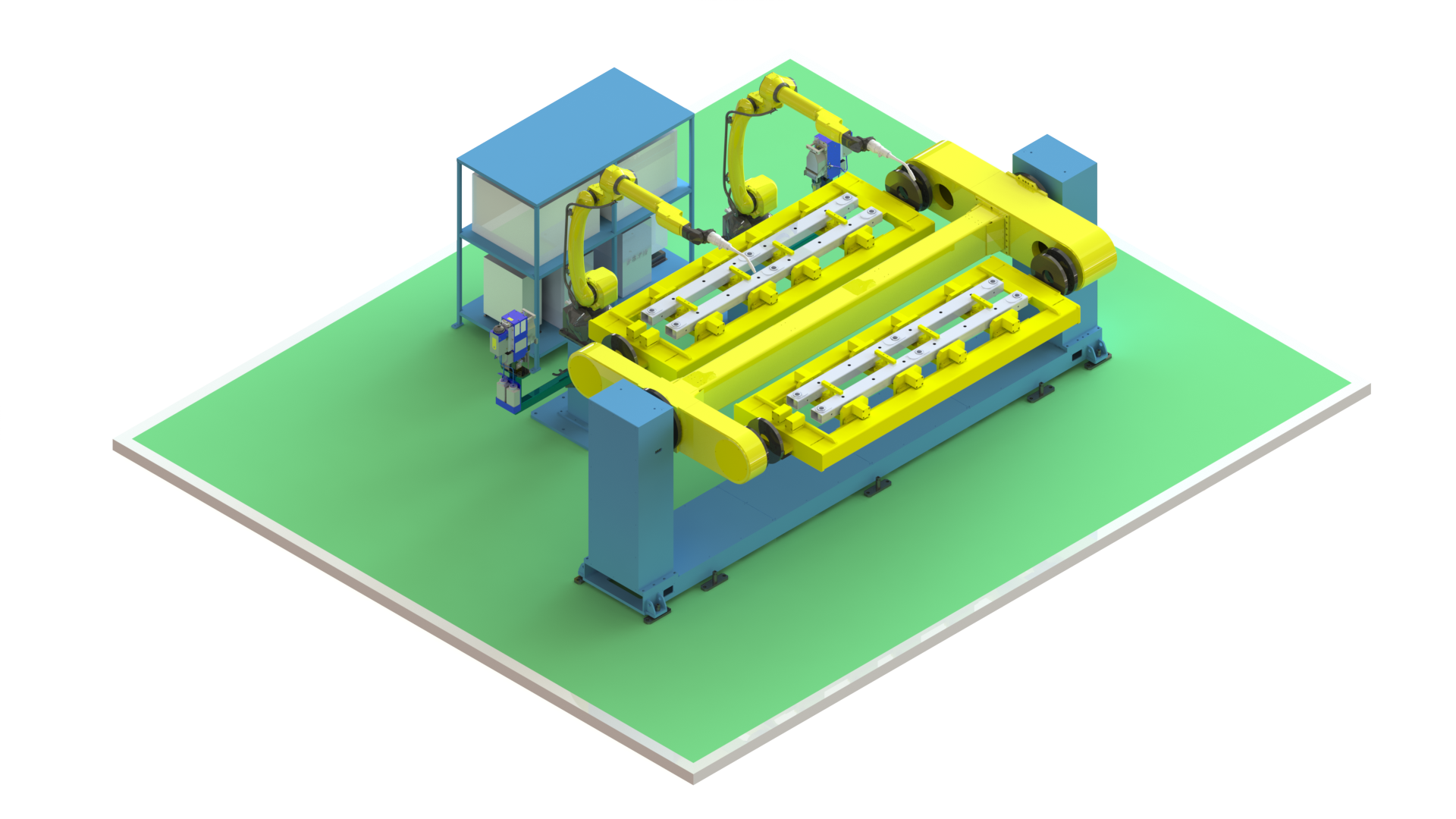
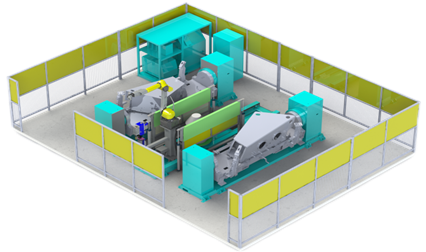
道路側板焊接機器人工作站
道路側板焊接機器人工作站需要焊接的工件材質是普通碳鋼,材料厚度≤40mm,焊腳尺寸:3mm~~12mm,工件重量≤4000kg焊接方式單絲、熔化極氣體保護焊。保護氣體:80% Ar + 20% Co2,焊絲規格:Φ1.2mm。焊縫表面處理:清理焊縫兩側油污、鐵銹等雜質,打磨至可見金屬光澤。工件組對要求:焊縫間隙≤1.2mm。工件點焊要求:使用氣體保護焊進行點焊,焊點焊角≤3 mm。組對位置偏差:±2mm以內。
工作流程:
1. 人工拼裝點固焊:焊接前,先將工件進行人工拼裝點固焊。
2. 點焊位置打磨:對點焊位置進行人工打磨。
3. 工件裝夾:操作工將工件裝夾到機器人工作站變位機上夾緊。
4. 預約按鈕:人工按下預約按鈕,機器人夾持焊槍到達焊縫處開始焊接。
5. 裝卡作業:工人進行第二個工作站的裝卡作業,以此類推。
關鍵技術點
-
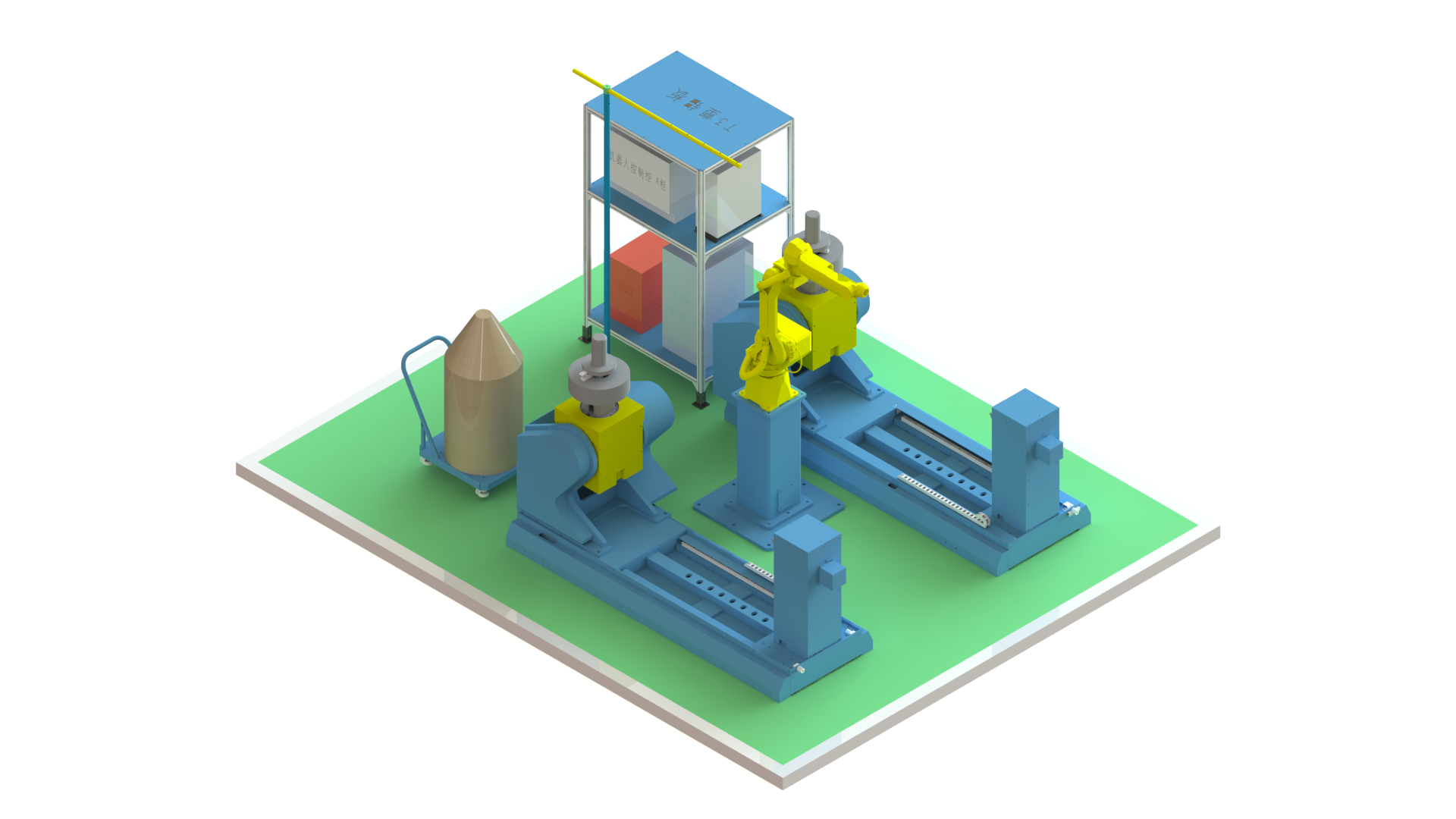
?機器人本體:選用發那科M-10iD/8L機型,臂展2032mm,最大有效負荷8Kg,重復定位精度±0.03mm。機器人帶有發那科弧焊軟件包、接觸尋位功能、電弧跟蹤功能,確保焊接過程穩定可靠。
?焊接工裝:每臺機器人帶有一臺焊接工裝,采用手動機械式裝夾,定位精準,壓緊固定方式安全可靠,裝夾方便快捷,方便單人獨立操作。
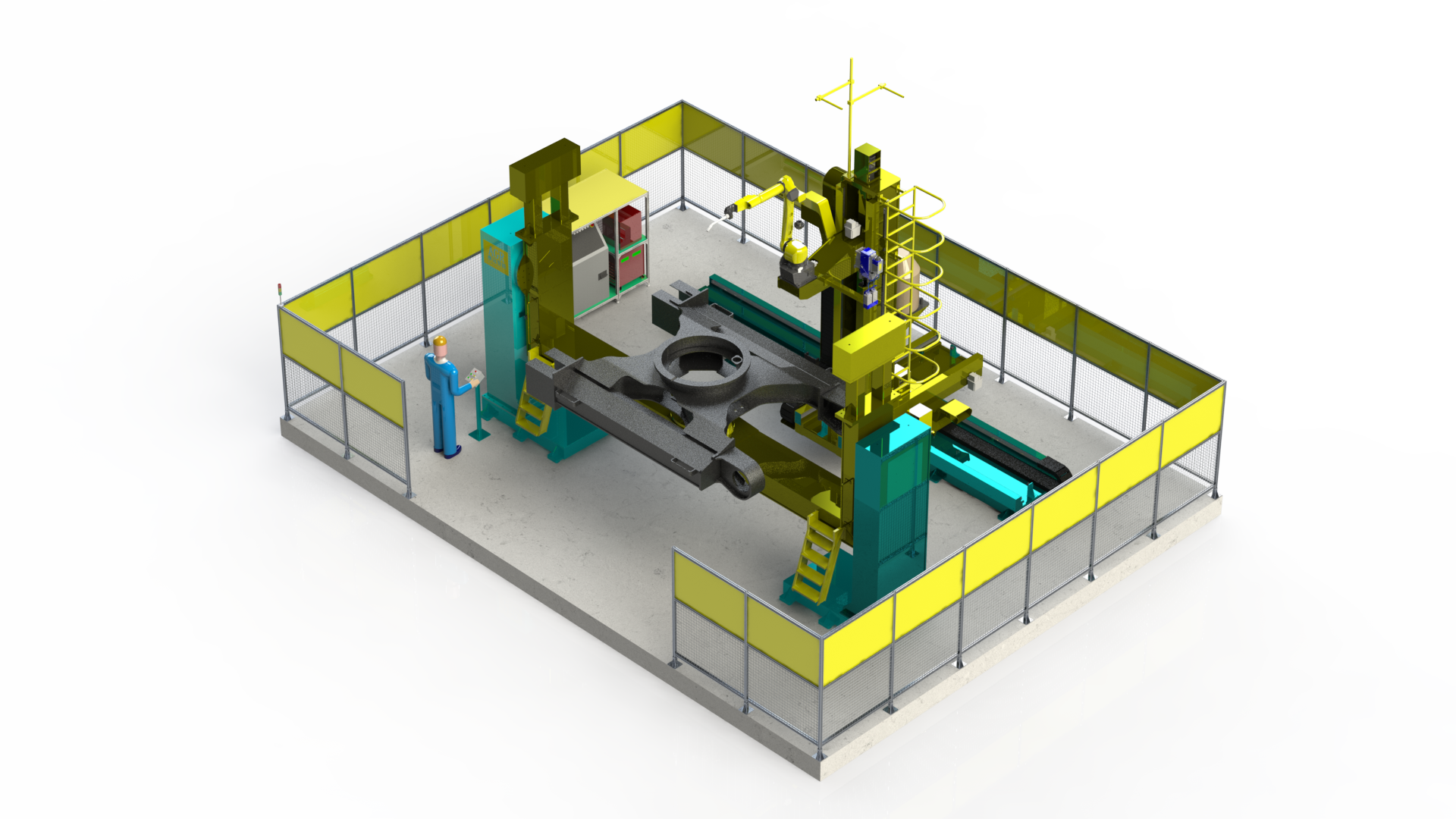
?變位機:采用一軸聯動H型焊接變位機,通過切換夾具,兼容全部的壓路機兩箱(側板)焊接。變位機由澳冠智能設計和制造,采用發那科聯動伺服電機控制,可切換聯動控制和手動控制,額定負載為4000kg。
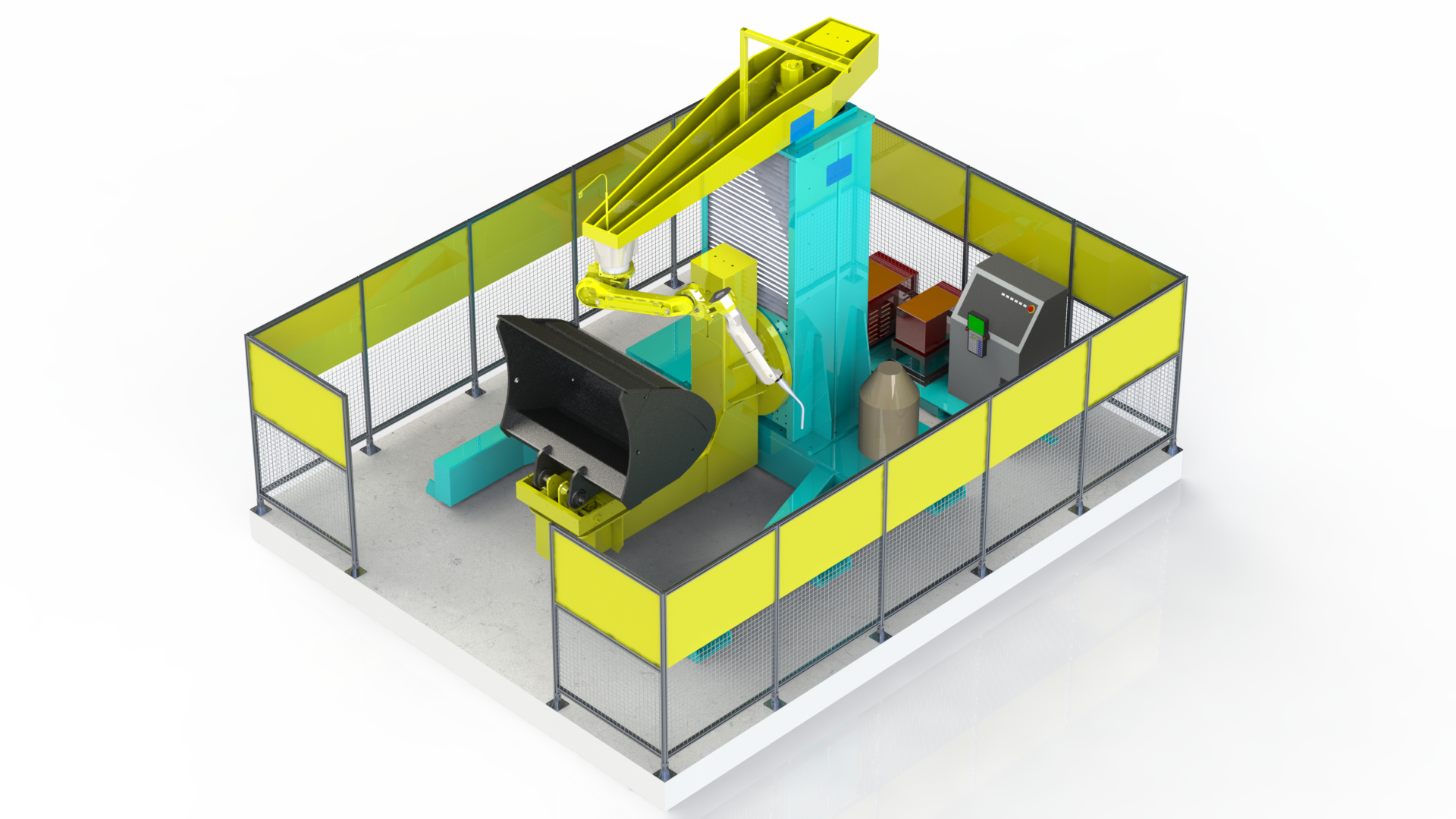
?跟隨式除塵系統:機器人工作站帶有跟隨式除塵系統,采用德國品牌赫爾工業的除塵系統,確保焊接過程中的煙塵得到有效處理。
?擋光防護欄:每臺機器人工作站外圍采用一套擋光防護欄,對用每個機器人開一個門,門正對變位機的位置,便于上下料操作。